欢迎访问苏州太湖弯金属有限公司网站!
 在线留言
在线留言
太湖弯·始终专注于生产研发特种非标钢材,立足江苏,辐射全国
-
 创造价值
创造价值
-
 展望未来
展望未来
-
 信心满怀
信心满怀





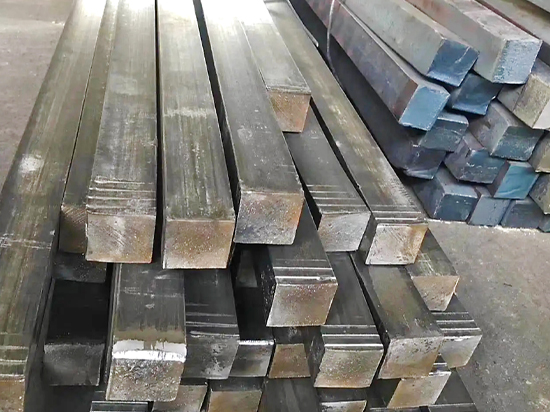
冷拉方钢的加工方式核心是常温下的冷拉塑性变形工艺,主要通过 “坯料预处理→冷拉成型→后续处理” 三大环节完成,具体加工方式可按工艺流程和成型特点分为以下几类。
一、按核心加工流程分类
冷拉方钢的加工需遵循固定流程,不同环节的处理方式共同决定产品性能。
1. 坯料准备与预处理
这是冷拉前的基础环节,直接影响冷拉质量和模具寿命。
坯料选择:以热轧方钢或热轧圆钢为原料,根据成品冷拉方钢的尺寸、材质要求,选择对应规格的坯料(如生产 10mm 边长的冷拉方钢,常选用 12-14mm 的热轧圆钢或方钢)。
表面处理:去除坯料表面的氧化皮、锈迹和油污。常用方式包括酸洗(用盐酸、硫酸溶液浸泡除锈)、喷砂(高压喷砂去除氧化皮)或机械打磨,确保坯料表面光滑,避免冷拉时划伤模具和产品表面。
退火处理(按需进行):对于硬度较高、塑性较差的坯料(如中碳钢、合金钢),冷拉前需进行退火处理,降低硬度、提高塑性,避免冷拉过程中出现断裂,同时减少冷拉后的内应力。
2. 冷拉成型加工(核心环节)
在常温下通过外力拉拔,使坯料通过专用模具,获得方形截面和高精度尺寸,主要有两种成型方式。
直接冷拉成型
适用于以热轧方钢为坯料,且成品尺寸与坯料尺寸差异较小的情况。
坯料直接通过方形冷拉模具,在拉拔机的牵引力作用下,横截面被模具挤压、拉伸为目标方形尺寸,同时长度伸长、表面精度提升。
多道次冷拉成型
适用于坯料与成品尺寸差异大(如从 Φ20mm 圆钢拉拔为 8mm 方钢)或材质塑性较差的情况。
坯料需经过多组不同尺寸的模具逐步拉拔,每道次仅缩小一定的截面尺寸(通常每次变形量控制在 10%-20%),避免变形过大导致钢材断裂。
部分多道次冷拉过程中,需在中间道次穿插退火处理,消除加工硬化,恢复材料塑性,确保后续拉拔顺利进行。
3. 后续处理加工
冷拉成型后,根据产品性能和应用需求,进行相应的后续处理。
精整处理:对冷拉后的方钢进行校直(通过校直机矫正弯曲变形)、切断(按定尺长度切割),部分高精度产品还需进行磨削加工,进一步提升尺寸精度和表面光洁度。
热处理:部分对韧性、硬度有特定要求的产品,冷拉后需进行调质(淬火 + 高温回火)、正火等热处理,调整力学性能,平衡强度与韧性。
表面处理:根据使用场景需求,进行镀锌(防腐蚀)、镀铬(提升耐磨性和美观度)、发黑(防锈)等表面处理,拓展产品应用范围。
二、按冷拉设备与模具分类
不同的设备和模具配置,对应不同的冷拉加工方式,适用于不同规格的冷拉方钢。
按冷拉设备分类
链式冷拉机:通过链条传动提供牵引力,适用于中小规格冷拉方钢(边长≤50mm)的加工,设备结构简单,成本较低。
液压冷拉机:以液压系统提供牵引力,拉力大且稳定,适用于大规格冷拉方钢(边长>50mm)或高强度材质(如合金钢)的加工,可控制拉拔速度和拉力,保证产品质量稳定。
按模具结构分类
固定模冷拉:模具固定在机架上,坯料从一端进入模具,另一端由拉拔机构牵引,适用于常规规格冷拉方钢的批量生产。
游动模冷拉:模具可在一定范围内移动,拉拔过程中模具随钢材的变形自适应调整位置,减少模具与钢材的摩擦,适用于长长度、高精度冷拉方钢的加工,可降低钢材的弯曲变形。
 添加微信
添加微信
 微信号:
微信号:
 首页
首页
 微信
微信
 电话
电话
 联系
联系