欢迎访问苏州太湖弯金属有限公司网站!
 在线留言
在线留言
太湖弯·始终专注于生产研发特种非标钢材,立足江苏,辐射全国
-
 创造价值
创造价值
-
 展望未来
展望未来
-
 信心满怀
信心满怀





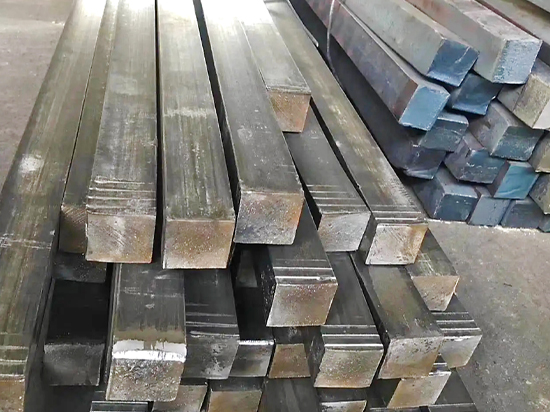
说冷拉方钢 “材料利用率高”,核心原因是其生产工艺直接跳过了大量后续切削加工环节,从源头减少了材料浪费,同时通过正确的尺寸控制和形态优化,让原材料的 “有效转化比例” 远高于热轧钢、锻造钢等传统加工方式。要理解这一点,需从冷拉工艺的本质、与传统加工的对比,以及材料浪费的核心来源三个维度拆解:
一、先明确:冷拉方钢的工艺本质 ——“近净成形”
冷拉(也称 “冷拔”)是金属在常温下,通过模具的挤压或拉伸作用,将原材料(如热轧圆钢、方钢坯)直接拉制成截面为正方形、尺寸精度较高的成品钢材。其关键特点是:
工艺完成后,钢材的尺寸(边长、直线度)、表面粗糙度(通常 Ra≤1.6μm)已基本满足下游使用需求,无需或仅需极少量后续加工(如轻微打磨)即可直接装配。
这种 “一次成型即接近产品形态” 的特性,被称为 “近净成形”,是材料利用率高的核心前提 —— 传统加工需要先生产 “粗坯”,再通过切削、铣削等方式去除多余材料来达到尺寸要求,而冷拉直接省去了这部分 “去料” 环节。
二、冷拉方钢提升材料利用率的 3 个关键细节
除了 “无切削废料” 这个核心优势,冷拉工艺还有三个细节进一步放大了材料利用率:
1. 表面质量优良,无需 “去皮” 加工
热轧钢的表面通常存在氧化皮、裂纹、凹凸不平(粗糙度 Ra≥12.5μm),下游使用前需通过 “酸洗去皮” 或 “磨削抛光” 去除表面缺陷,这会导致材料直径 / 边长减少 0.2-0.5mm,额外浪费 1%-3% 的材料。
而冷拉方钢在拉制过程中,模具会挤压钢材表面,形成致密、光滑的表层(粗糙度 Ra≤1.6μm),无氧化皮和缺陷,直接省去 “去皮” 环节,避免了这部分材料损耗。
2. 截面尺寸均匀,减少 “冗余设计” 浪费
传统热轧钢的截面尺寸公差大(如边长 20mm 的热轧方钢,公差可能达 ±1mm),为避免成品尺寸不足,设计师通常会 “过度设计”—— 比如实际需要 20mm,会选用 21mm 的热轧坯来铣削,额外增加了 1mm 的余量浪费。
冷拉方钢的尺寸公差极小(如 GB/T 905-2019 标准中,冷拉方钢的边长公差可达 h8 级,即 ±0.033mm),无需 “过度留量”,原材料尺寸可正确匹配成品需求,进一步减少余量浪费。
3. 力学性能提升,可 “减薄设计”
冷拉属于 “冷加工”,过程中金属会发生 “加工硬化”:晶粒细化、内部应力优化,使得冷拉方钢的抗拉强度(比热轧钢高 20%-30%)、屈服强度(高 30%-50%)大幅提升。
下游应用时,基于更高的力学性能,可适当 “减薄截面尺寸”—— 比如原本用 20mm 热轧方钢才能承受的载荷,改用 18mm 冷拉方钢即可满足,间接减少了材料用量(截面积减少 19%,重量同步减少 19%),从 “设计端” 提升了材料利用率。
三、实际应用验证:冷拉方钢的利用率优势
在汽车、机械、五金等对材料精度和成本敏感的领域,冷拉方钢的利用率优势尤为明显:
汽车配件(如座椅滑轨、底盘支架):采用冷拉方钢后,材料浪费从传统工艺的 20% 降至 5% 以下,单辆车钢材用量减少 3-5kg;
精密机械(如机床导轨、齿轮轴):无需铣削和磨削,材料利用率从 70% 提升至 95%,同时缩短加工周期 50%;
五金件(如螺栓、螺母毛坯):冷拉定尺生产,无短料浪费,原材料损耗率从 10% 降至 1% 以内。
 添加微信
添加微信
 微信号:
微信号:
 首页
首页
 微信
微信
 电话
电话
 联系
联系