欢迎访问苏州太湖弯金属有限公司网站!
 在线留言
在线留言
太湖弯·始终专注于生产研发特种非标钢材,立足江苏,辐射全国
-
 创造价值
创造价值
-
 展望未来
展望未来
-
 信心满怀
信心满怀





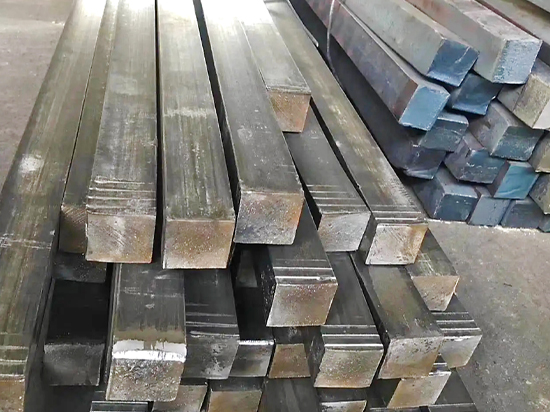
冷拉方钢的弯曲性能优良,核心原因在于冷拉工艺对钢材内部组织结构、力学性能及表面状态的正确调控,使其在承受弯曲载荷时能有效分散应力、延缓塑性变形失效,具体可从以下四个关键维度展开分析:
一、冷拉工艺改变内部组织结构:从 “无序” 到 “有序”,提升塑性变形能力
冷拉是钢材在常温下通过模具强制拉伸(或拉拔)的塑性加工工艺,此过程会对钢材内部的晶体结构产生不可逆的优化,为弯曲性能奠定微观基础:
晶粒细化与 “择优取向”钢材原始组织为大小不均的多边形铁素体 / 珠光体晶粒,冷拉时晶粒会因外力挤压、拉伸发生 “变形 - 破碎 - 再排列”:
破碎后的小晶粒尺寸显著减小(通常从几十微米降至几微米),根据 “霍尔 效应”,晶粒越细,材料的屈服强度和塑性同步提升 —— 弯曲时更易发生均匀的塑性变形,而非突然断裂;
晶粒会沿冷拉方向(即方钢的长度方向)形成 “择优取向”(织构),使钢材在垂直于冷拉方向的弯曲平面内(弯曲时应力主要作用的方向)塑性流动能力更强,不易出现晶间开裂。
位错密度增加与 “加工硬化” 的平衡冷拉过程中,钢材内部会产生大量位错(晶体缺陷),位错的堆积会导致 “加工硬化”(强度提升);但与冷冲压、冷轧等 “大变形量” 工艺不同,冷拉方钢的变形量通常控制在10%~30%(根据规格需求调整),既能通过适度加工硬化提升抗弯曲的 “支撑强度”,又不会因位错过度堆积导致塑性急剧下降 —— 形成 “高强度 + 高塑性” 的平衡状态,弯曲时可承受更大的弯曲挠度而不折断。
二、力学性能优化:屈服强度提升 + 屈强比合理,减少弯曲时的变形
弯曲性能的核心需求是 “能弯、不折、少回弹”,冷拉工艺通过调控力学参数正确匹配这一需求:
屈服强度显著提高:冷拉后钢材的屈服强度通常比热轧态(未冷拉)提升30%~60%(例如 Q235 冷拉方钢屈服强度可达 300~350MPa)。弯曲时,材料需先克服 “弹性变形” 进入 “塑性变形”,更高的屈服强度意味着在弹性阶段能承受更大的弯曲力矩,不易因应力超过弹性极限而产生变形(即 “弯后不回弹” 的能力更强)。
屈强比(屈服强度 / 抗拉强度)合理:冷拉工艺会同步提升屈服强度和抗拉强度,但屈强比通常控制在0.6~0.8(热轧钢约 0.5~0.6)。合理的屈强比意味着材料在进入塑性变形后,仍有足够的 “抗拉强度余量”,弯曲时即使局部应力超过屈服强度,也不会迅速达到抗拉强度而断裂 —— 通俗说就是 “能弯得更狠,不容易断”。
三、表面质量与截面精度:减少应力集中,避免弯曲开裂
弯曲失效的常见诱因是 “局部应力集中”(应力集中处易开裂),冷拉方钢的表面和截面特性恰好能规避这一问题:
表面光滑无缺陷冷拉前会对钢材进行 “酸洗 - 磷化 - 润滑” 预处理,去除热轧态表面的氧化皮、锈蚀、划痕等缺陷;拉拔过程中,模具会对表面进行 “挤压抛光”,冷拉方钢的表面粗糙度(Ra)可低至0.8~3.2μm(热轧钢通常为 12.5~25μm)。光滑的表面不存在 “应力集中点”,弯曲时应力能均匀分布在截面各处,避免因表面缺陷导致的局部开裂。
截面尺寸正确、形状规则冷拉通过精密模具控制截面尺寸,方钢的边长公差可控制在 ±0.1~±0.3mm(热轧方钢公差约 ±1~±2mm),且截面的 “直角度”“平面度” 较高(无明显的 “塌角”“鼓肚”)。弯曲时,规则的截面能确保应力沿截面轮廓均匀传递(例如方形截面的四个角不会因尺寸偏差导致应力集中),进一步降低开裂风险。
四、材料成分适配:低碳 / 低合金成分,为冷拉与弯曲提供基础
冷拉方钢多选用低碳钢或低合金钢(如 Q235、Q345、10#、20# 钢),这类钢的成分特性与冷拉工艺、弯曲需求高度匹配:
低碳含量(C≤0.25%):低碳钢的塑性天生更优(碳含量越低,铁素体含量越高,塑性越好),能更好地承受冷拉过程中的塑性变形,且弯曲时不易因碳化物(如渗碳体)析出导致晶间脆化(高碳钢冷拉后易脆,不适合弯曲)。
低合金元素(如 Mn≤1.6%):少量合金元素(如锰)可通过 “固溶强化” 提升强度,同时不显著降低塑性,避免因合金元素过多导致材料变脆 —— 既保证了冷拉后的强度,又保留了弯曲所需的塑性。
 添加微信
添加微信
 微信号:
微信号:
 首页
首页
 微信
微信
 电话
电话
 联系
联系