欢迎访问苏州太湖弯金属有限公司网站!
 在线留言
在线留言
太湖弯·始终专注于生产研发特种非标钢材,立足江苏,辐射全国
-
 创造价值
创造价值
-
 展望未来
展望未来
-
 信心满怀
信心满怀





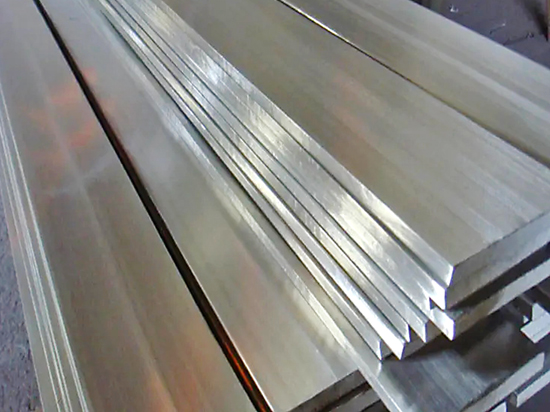
冷拉扁钢通过优化生产工艺、正确控制参数及匹配应用需求,可从设计、加工、使用全流程减少材料浪费,具体措施及对应特点如下:
一、源头优化:控制尺寸与性能,减少 “无效材料”
冷拉工艺的核心优势是高精度成型,能从源头避免传统热轧后需大量切削加工导致的材料损耗,具体体现在:
1.尺寸精度高,减少后续加工余量
冷拉扁钢的截面尺寸(厚度、宽度)公差可控制在 ±0.1mm 内,平直度误差≤0.5mm/m,远优于热轧扁钢(公差通常 ±1-2mm)。下游应用时无需额外铣削、磨削来修正尺寸,直接省去 “加工余量” 这一主要浪费源。例如:机械零件中需 10mm×5mm 的扁钢,冷拉产品可直接达标,而热轧产品可能需采购 12mm×7mm 的坯料再切削,材料浪费率降低 30% 以上。
2.性能预先定制,避免 “过度选材”
冷拉过程可通过调整拉拔速度、变形量等参数,正确控制扁钢的硬度(如 HRB60-120)、抗拉强度(300-600MPa)及延伸率,匹配不同场景需求。例如:用于支架的冷拉扁钢可选择较低强度等级,无需采购更高性能的钢材 “凑数”;而用于受力部件的产品则可通过冷作硬化提升性能,无需额外热处理,既减少材料性能冗余,又降低后续加工能耗。
二、工艺改进:减少生产过程中的材料损耗
1.无切削 / 少切削成型,降低废料率
传统热轧扁钢需通过锯切、铣削等方式加工成所需长度和形状,产生 10%-15% 的金属废料;而冷拉工艺可通过 “定尺拉拔” 直接生产出符合客户长度要求的产品(如 3m、6m 定尺),且截面成型无需切削,废料率可降至 1% 以下。此外,对于复杂截面的扁钢(如带凹槽、台阶的异型扁钢),冷拉可一次成型,避免多道工序切削导致的材料浪费。
2.优化拉拔工艺,减少边角料与废品
采用 “多道次渐进拉拔” 替代单次大变形拉拔,减少材料因应力集中导致的开裂、断裂,降低废品率(从传统工艺的 5%-8% 降至 2% 以内);
拉拔前对原料(热轧盘条或钢坯)进行正确预处理(如酸洗、磷化除氧化皮),避免因表面缺陷导致的冷拉产品报废,进一步减少原料浪费;
部分厂家采用 “闭环式生产”,将冷拉过程中产生的少量边角料(如端头废料)收集后重新熔炼,作为原料回用于冷拉生产,实现材料循环利用。
三、应用适配:提升材料利用率,减少 “隐性浪费”
1.轻量化设计适配,减少材料用量
冷拉扁钢因尺寸精度高、表面光滑,可在下游应用中实现 “轻量化替代”。例如:在家具框架、货架横梁中,传统热轧扁钢需用较厚尺寸(如 5mm 厚)确保强度,而冷拉扁钢因尺寸正确、力学性能稳定,可采用 3-4mm 厚的产品即可满足强度要求,单根材料用量减少 20%-30%,同时降低整体结构重量(间接减少运输、安装环节的能耗浪费)。
2.按需定制,避免库存积压与裁切浪费
冷拉扁钢厂家可根据客户的具体需求(如截面尺寸、长度、性能)进行 “定制化生产”,而非像热轧产品那样依赖标准规格库存。例如:某电子设备厂商需 8mm×3mm、长度 4.2m 的扁钢用于外壳支架,冷拉工艺可直接生产该规格产品,无需采购 10mm×5mm 的标准热轧扁钢再裁切(避免裁切产生的 20% 废料),同时减少客户因库存标准件不符需求导致的材料闲置浪费。
3.长寿命与低维护,减少设备更换导致的材料浪费
冷拉扁钢表面经过冷作硬化处理,硬度高于热轧产品(如冷拉 Q235 扁钢硬度约 HRB80-100,热轧 Q235 约 HRB50-60),耐磨性和抗腐蚀性能更优,在户外护栏、机械导轨等应用中,使用寿命比热轧产品延长 2-3 倍,减少因设备频繁更换导致的材料消耗与废弃。
 添加微信
添加微信
 微信号:
微信号:
 首页
首页
 微信
微信
 电话
电话
 联系
联系