欢迎访问苏州太湖弯金属有限公司网站!
 在线留言
在线留言
太湖弯·始终专注于生产研发特种非标钢材,立足江苏,辐射全国
-
 创造价值
创造价值
-
 展望未来
展望未来
-
 信心满怀
信心满怀





冲压、折弯、装配多道加工工况从哪些方面依靠冷拉扁钢适配?
来源:www.taihuwan.net.cn 发布时间:2026年06月24日
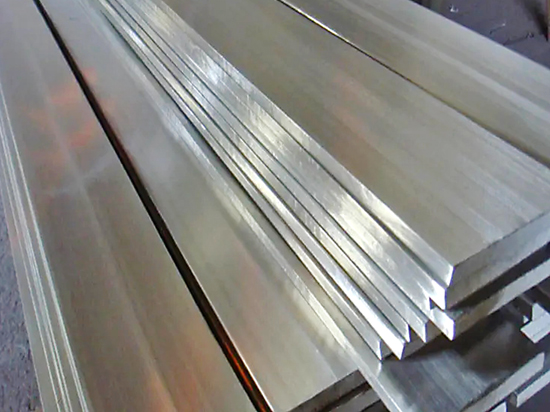
五金加工、机械配件、钢结构构件生产过程中,原材料需要依次经过冲压开孔、折弯成型、拼接装配多道连续工序,原材料自身的平直度、截面均匀度、内部金相结构,都会直接影响整条加工线的运行节奏。热轧扁钢型材表面存在氧化皮,截面尺寸波动较大,型材自身存在内应力,进入后续加工设备后,容易出现板材翘曲、孔位偏移、折弯回弹等问题,需要额外增加校直、打磨工序。经过冷拉工艺加工成型的冷拉扁钢,型材尺寸、板面平直度、内部应力都经过统一调控,可无缝衔接冲压、折弯、装配全流程加工设备,适配金属构件全链路成型工况。
冷拉扁钢适配自动化冲压加工工况,适配连续冲孔、切角下料作业。自动化冲压设备对原材料板面平整度要求较高,板面弯曲、厚薄波动会造成冲压模具受力不均,增加模具磨损速度。冷拉工艺让扁钢板面保持平整状态,截面厚度与宽度保持稳定,板材送入冲压机床后,送料行进过程平稳。无论是常规圆孔、长条孔开孔加工,还是边角切料、板材分段裁切,板材都可以贴合模具接触面,保障冲压工序稳定运行。同时型材表层氧化皮含量少,无需提前整体除锈打磨,可直接上料进入冲压工位,缩短板材前置预处理时长。
冷拉扁钢适配多角度折弯成型工况,缓解型材折弯回弹问题。金属板材折弯过程中,内部残余应力会让成型构件出现回弹形变,导致折弯角度出现偏差,无法匹配后续装配尺寸要求。冷拉加工过程会逐步释放型材内部残余应力,让钢材内部组织结构更加均匀。面对直角折弯、钝角折弯、弧形折弯等不同成型需求,扁钢受力形变状态稳定,折弯完成后形变回弹幅度更小。同批次型材折弯后的角度保持一致,无需逐件调整折弯机床参数,适配大批量同规格金属折弯构件的集中生产。
冷拉扁钢适配工件拼接装配工况,满足构件无缝对接需求。机械支架、五金连接件、设备固定底座等产品,大多需要多根扁钢工件相互拼接、焊接组装。冷拉扁钢侧边笔直,端面裁切后平整度统一,工件横竖拼接、对口贴合时,拼接缝隙均匀一致。规整的型材外形可以匹配自动化焊接工装定位卡槽,工件摆放后无需人工微调对位,即可开展焊接与固定作业。同批次加工完成的工件可相互通用替换,方便厂家管理零部件库存,也能满足后期设备维修换件的需求。
适配多工序连续流转工况,适配一体化无人加工产线布局。当下金属构件加工厂多采用冲压-折弯-装配一体化联动产线,原材料全程自动化流转,人工干预环节较少。冷拉扁钢整根型材平直度统一,上料、传送、转运过程中不会出现卡料、偏移情况,保障产线物料输送顺畅。型材硬度处于适中区间,既可以承受冲压、折弯带来的外力形变,又不会出现板材开裂、崩边等损伤,适配全天不间断的多工序联动生产模式。
适配后道表面处理配套工况,衔接喷涂、镀锌等后续加工流程。构件完成冲压折弯与装配后,大多需要进行表层防腐处理。冷拉扁钢表层质地均匀,无凹凸坑点与厚重氧化层,表层处理涂层可以均匀附着在钢材表面。无需额外打磨找平板面,即可直接进入镀锌、喷塑工位,适配构件加工后连续表面处理工序,贴合完整金属构件一体化生产流程。
不同规格的冷拉扁钢可覆盖轻型小件与重型承重构件加工需求,窄幅薄款扁钢适合小型五金配件冲压折弯,宽幅厚款扁钢可用于重型设备底座、支撑托架加工。加工厂可根据产品类型直接选配对应规格型材,无需更换原材料品类,适配厂区多品类构件同步排产的生产模式。
上一条:
没有了
下一条:
热轧扁钢适用于哪些加工场景?
 添加微信
添加微信
 微信号:
微信号:
 首页
首页
 微信
微信
 电话
电话
 联系
联系